
Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

O método do ângulo do torque da rosca é apertar o parafuso ou a porca no torque inicial e depois girá -lo para um ângulo específico. Dependendo da força axial do alvo, o parafuso pode ser apertado na região elástica ou no sintino. A vantagem é que o estágio inicial de aperto de torque é afetado pelo coeficiente de atrito, mas a força axial gerada neste estágio é pequena e pode ser ignorada.
Na região elástica, a força axial é proporcional ao alongamento do parafuso. A força axial obtida girando o parafuso para um ângulo específica não é afetada pelo coeficiente de atrito. A dispersão da força axial do parafuso é pequena; portanto, o processo do método do ângulo de torque é amplamente utilizado em automóveis e máquinas de engenharia. As operações de montagem estão se tornando cada vez mais amplamente utilizadas.
Para padronizar o design da tecnologia de aperto de ângulo de torque e melhorar a confiabilidade da conexão, hoje, o Mestre do parafuso apresentará a você os parafusos métricos comumente usados com níveis de força de 8,8, 10,9 e 12,9. O método de aperto do ângulo de torque na zona elástica e na conexão da zona de rendimento, recomendou os parâmetros do processo de aperto na zona de rendimento e a zona elástica são para a referência de todos, mas os parâmetros de processo de aperto mais precisos ainda devem ser determinados com base nos resultados dos testes.
1. De acordo com a fórmula de cálculo da força axial, a força axial do parafuso F é proporcional ao alongamento do parafuso. O sensor recebe a diferença de tempo entre a transmissão de ondas ultrassônicas no estado livre e o estado apertado do parafuso. A partir da diferença de horário, a alteração no alongamento do parafuso no estado livre e o estado apertado pode ser calculado e a força axial do parafuso f pode ser calculada.

F - Força axial do parafuso
E - módulo de elasticidade do material do parafuso
S - Área de seção transversal do parafuso
ΔL - deformação do parafuso
L - Comprimento de fixação do parafuso
Processo de aperto do ângulo de torque da seção elástica. Nesse método de montagem, a faixa de valor final do processo é controlada na zona elástica e a taxa de utilização do parafuso é ≥65%.
Processo de aperto do ângulo de torque da zona de rendimento, neste método de montagem, a faixa de valor final do processo é controlada na zona de rendimento e a taxa de utilização do parafuso é de 100%.
3. Escopo aplicável do processo de ângulo de torque
a. Peças que requerem desmontagem, reparo e substituição frequentes após a montagem não são adequados para o processo de aperto da zona de rendimento.
b. Quando as peças fixadas são placas finas (espessura de fixação <1d), o processo de aperto do ângulo de torque não é recomendado.
4. Dois termos -chave para o processo do ângulo de torque
1) Torque de limiar MS-o torque usado para fazer com que as peças da junta se ajustem. Antes desse torque, o método de controle de torque é adotado e, após esse torque, ele muda para o controle do ângulo.
2) Processar o ângulo wa-o valor do ângulo controlado pelo segundo estágio do processo do ângulo de torque. Depois que a instalação deste canto é concluída, um processo de montagem completo termina.
5. Definição de parâmetros de torque e ângulo
O processo de aperto do ângulo de torque requer dois parâmetros do processo - o torque de limiar MS e o ângulo do processo - a ser determinado com base nos resultados dos testes de força de força de tração do ângulo de torque. Equipamentos como testador de força axial ultrassônica, máquina de aperto elétrico e máquina de teste de coeficiente de atrito devem ser usados no teste.
O torque inicial no início do teste é geralmente cerca de 30% do torque de rendimento. O ângulo de rotação pode ser projetado de acordo com o rendimento do parafuso. Se não puder ser calculado com precisão, você poderá começar com um ângulo de rotação menor e aumentar gradualmente o ângulo para obter o rendimento do parafuso exigido pelo experimento. canto. Quando a curva é obtida, o torque limite pode ser ajustado e o ângulo do canto do processo pode ser obtido com base no valor da força axial alvo.
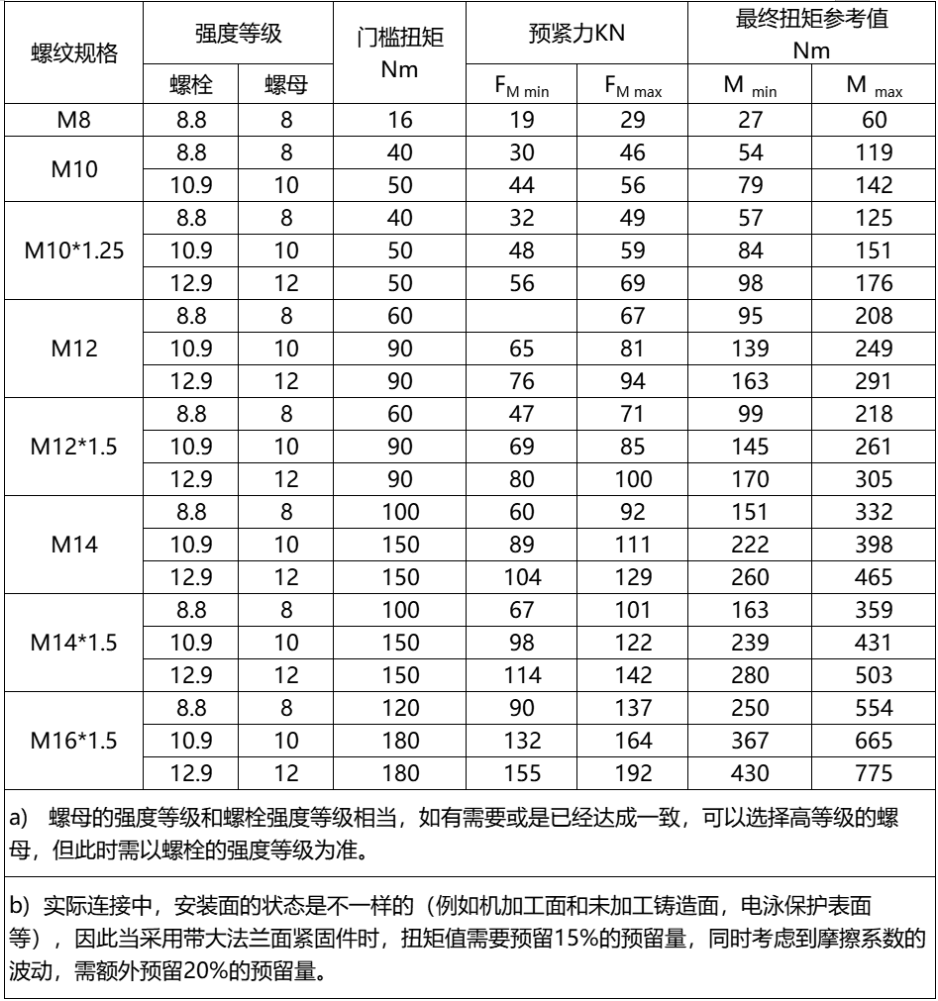
 6. Valores recomendados dos parâmetros do processo para torque e ângulo na zona de rendimento
6. Valores recomendados dos parâmetros do processo para torque e ângulo na zona de rendimentoValor de rendimento comumente recomendado, torque, ângulo, torque de processo e pré -carga Os valores dos parâmetros são mostrados na Tabela 1 e na Figura 2:
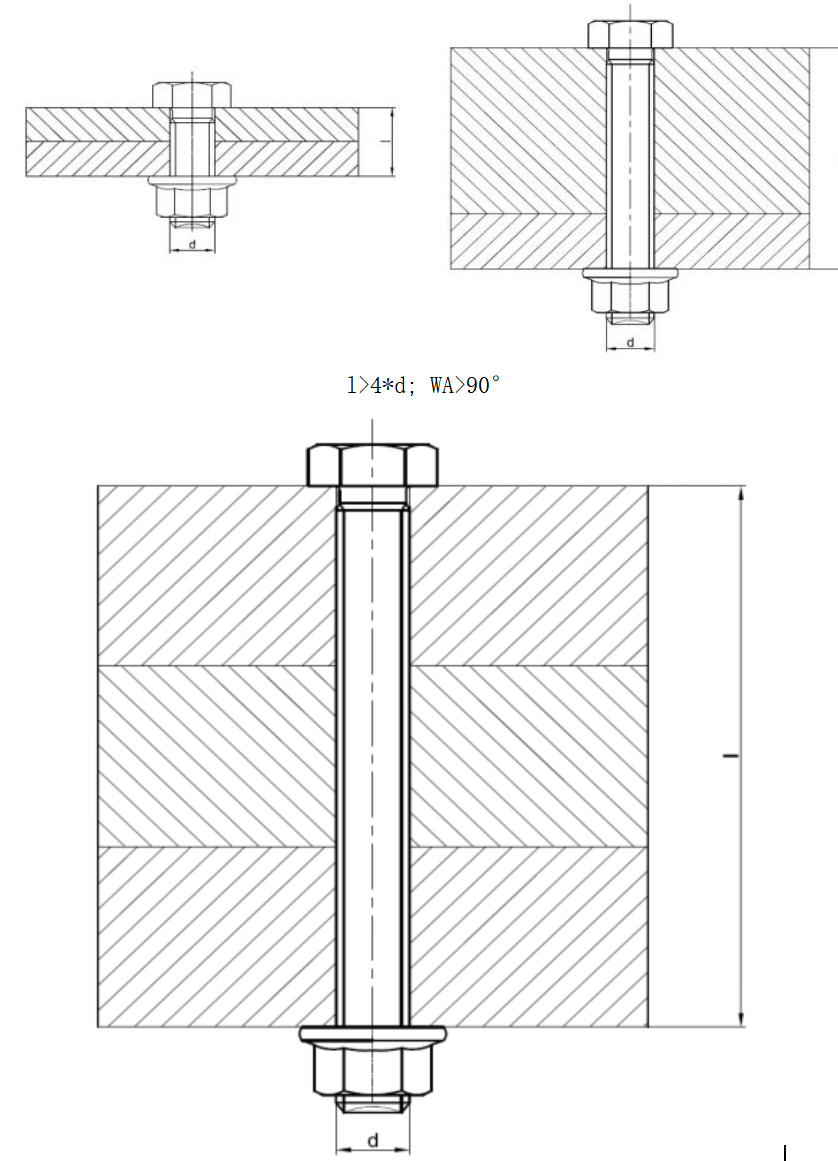
Ângulo de processo wa sob diferentes comprimentos de fixação
WA <90, recomendação 45º; Wa> 90, recomendação 180º
l <1*d; WA <90 ° 1*d≤1≤4*d; WA = 90 °
Além da força do parafuso, várias outras variáveis podem afetar o valor final do torque, incluindo o coeficiente de atrito inicial e o raio de atrito da cabeça. Portanto, os torques finais fornecidos na tabela são valores de referência e são aplicáveis apenas à pequena série de parafusos de flange hexagonal mencionados em GB/T16674.1.
Ao usar os grandes parafusos da face do flange da cabeça mencionados no GB/T5789/5790, o valor final do torque aumenta em cerca de 20%.
Os parâmetros do processo de torque e ângulo da zona elástica são determinados com base nos resultados dos testes conjuntos e nos requisitos de projeto de força de pré -carga alvo (força axial). Ao mesmo tempo, a seguinte experiência pode ser referida a:
Torque limite MS: Adote o torque limite recomendado na Tabela 1
Canto do processo WA: Use 45º como o canto do processo.
Fórmula de cálculo da força de pré -carga axial da montagem na zona de rendimento:
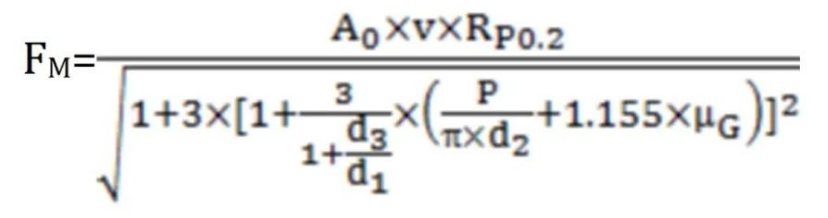
A0 - Área transversal mínima de estresse de parafusos
U - Coeficiente de utilização de resistência ao escoamento do parafuso, montagem da zona de rendimento u = 1
RP0.2 - Força de escoamento do parafuso
D2 - diâmetro do afinação de rosca
D3 - diâmetro transversal mínimo da parte do parafuso
μg - coeficiente de atrito do par de threads
A fórmula para calcular o torque final da montagem na zona de rendimento:

FY - parafuso rendimento de força axial
μges - coeficiente de atrito de rosca abrangente
P - thread pitch
D2 - diâmetro do afinação de rosca
DW - diâmetro externo da superfície de suporte inferior da cabeça do fixador
DH - diâmetro interno da superfície de suporte sob a cabeça do fixador
Ao apertar as conexões rosqueadas de excesso, a força e o torque de pré-aperto são determinados de acordo com o coeficiente de força e atrito do parafuso. A força máxima de pré-aperto aparece quando a resistência do parafuso é máxima e o coeficiente de atrito da rosca é mínimo. Ao mesmo tempo, o torque máximo aparece quando a resistência do parafuso é máxima e o coeficiente de atrito é mínimo. Quando o coeficiente é máximo.

FV - pré -carga axial
RP0.2 - Força de escoamento do parafuso
FM - pré -carga axial de montagem
FH - variável auxiliar
M - Torque
μ - coeficiente de atrito
LET'S GET IN TOUCH
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.